Belt Chain Type Conveyor: An Overview
The belt chain type conveyor is an integral piece of equipment in the world of material handling and transportation. It combines the efficiency of belt conveyors with the robustness of chain systems, making it ideal for moving heavy loads across various industries, from manufacturing to mining. These systems are fundamentally designed to optimize the movement of materials while ensuring reliability and durability.
Types of Belt Chain Type Conveyors
Understanding the different types of belt chain type conveyors can help businesses choose the perfect system for their needs:
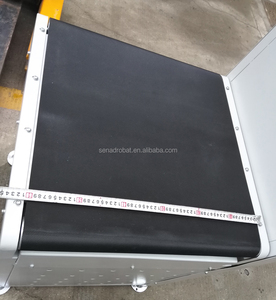
- Slider Bed Belt Conveyors: These have a solid, smooth surface, making them ideal for transporting items at a controlled speed.
- Roller Bed Belt Conveyors: Featuring rollers in the bed, these conveyors reduce friction, making them suitable for heavy loads.
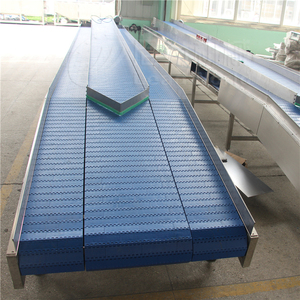
- Modular Belt Conveyors: Composed of interlocking plastic segments, they offer durability and flexibility in various configurations.
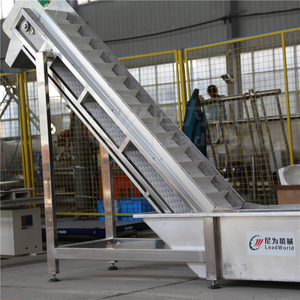
- Chain Driven Belt Conveyors: Utilizes chains to drive the belt, perfect for high-load applications where stability and power are crucial.
Functionality and Features of Belt Chain Type Conveyors
The belt chain type conveyor boasts an array of features that enhance its function and operational effectiveness:
- Load Capacity: Engineered to carry heavy loads, these conveyors minimize the risk of strain and breakdown.
- Durability: Constructed of high-quality materials, they withstand harsh industrial environments.
- Customizable Lengths: Belt lengths can be customized to fit any workspace, maximizing efficiency.
- Speed Control: Adjustable speed settings allow for optimal transport rates depending on material requirements.
- Minimal Maintenance: Dependable design ensures that maintenance requirements are low, saving time and costs.
Applications of Belt Chain Type Conveyors
In various sectors, the belt chain type conveyor proves essential due to its versatility:
- Manufacturing: These conveyors streamline the assembly line process by facilitating smooth material flow.
- Food Processing: Sanitary designs suitable for food transport ensure compliance with health standards.
- Mining and Packaging: Ideal for moving bulk materials as well as packaged goods, thanks to their strength and reliability.
- Automotive: Used extensively for transporting vehicle components through different stages of assembly.
Advantages of Using Belt Chain Type Conveyors
The implementation of a belt chain type conveyor in operations brings a multitude of benefits:
- Increased Efficiency: Accelerates the movement of goods, thereby enhancing productivity levels.
- Improved Safety: Reduces manual handling, lowering the risk of injuries among employees.
- Cost-effectiveness: Significantly cuts down transportation time and labor costs, leading to higher returns.
- Enhanced Load Distribution: Evenly distributes weight to prevent wear and tear on other equipment.






















































































































































































































































 浙公网安备 33010002000092号
浙公网安备 33010002000092号 浙B2-20120091-4
浙B2-20120091-4