Types of Chain Conveyors in India
-
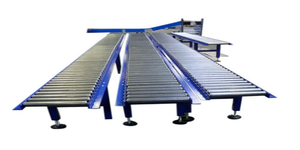
Flat Top Chain Conveyors
Flat top chain conveyors are famous because they have a smooth surface that aids in carrying flat items, particularly making them suitable for large or fragile products, such as metal bottles, glasses, or plastic bottles. They are used mostly in the food and beverage, automotive, and consumer goods retailing industries. These chains are noted for their durability and also possess the ability to facilitate easy cleaning, one of the reasons they are deployed in the processing of foods and medicines to ensure minimum contamination and pile up.
-
Apron String Chain Conveyors
Apron string chain conveyors use a series of slats or pans fixed on a chain and carry heavy or bulky items such as pallets, crates, or large containers with ease. These types of conveyers can also negotiate bends and curves, quite useful in many attempts to save space. Common usage areas for apron string conveyors in India are in warehousing, manufacturing, and processing industries where heavy loads require the help of a conveyor system.
-
Drag Chain Conveyors
In drag chain conveyors, blocks or trays are attached to a chain that pulls material in closed containers through the chain's side rails. These conveyors are especially good at handling bulk solids, powders, and materials that will not easily be disturbed or spilled, making them particularly useful in industries such as mining, agriculture, and construction. The rugged construction and ability to move materials in a controlled manner give drag chain conveyors an advantage in offering long service to the industries that involve heavy and dusty work.
-
Sprocket Driven Chain Conveyors
Sprocket-driven chain conveyors are meant for precision, especially in synchronous operations. These feature precise control over chain speed and position, making them especially useful in assembly lines and automated systems. It is no wonder that automobiles, electronics, and the engineering sector all employ these chains due to their neat and precise functionality.
-
Modular Plastic Chains
Modular plastic chains are famous for their versatility and relatively easy installation compared to metal chains, which they provide. They are resistant to rust and many chemicals and can be easily replaced in an application. The modular design gives it the flexibility to be constructed to deal with several applications, including those in the food and beverage, material handling, and packaging industries. They are deployable on operations that require frequent chain changes and maintenance.
Industrial Applications of Chain Conveyors in India
-
Manufacturing and Production Lines
Chain conveyors are widely used in the manufacturing sector to transport assembled and semi-assembled products from one stage of production to the next. Chain conveyor systems, in particular, help to deliver heavy and bulky equipment or those that are hard to handle by human hands. In car production, for instance, chain conveyors help transport engines, frames, and other large parts through the various assembly processes.
-
Warehousing and Distribution
Chain conveyors enjoy widespread acceptance particularly in the warehousing and distribution operations for moving pallets, packages, and other items weighing much. In modern automated storage and retrieval systems, for instance, chain conveyors are used in the movement of items to their appropriate storage facilities and during the picking processes. They are good at negotiating turns and elevations, which are often needed when operating in restricted spaces with a high density.
-
Food and Beverage Industry
In the food and beverage industry, chain conveyors widely assist in the transportation of bottles, cans, and containers with a smooth surface on the conveyor chain. These conveyers are easily cleaned, can withstand high humidity and frequent washing, and can be used when transporting perishable items. Furthermore, they enhance the efficiency and reliability of bottling processes, including operation sequences.
-
Agricultural and Bulk Material Handling
Chain conveyors fitted with carrying plates or apron chains can transport bulk agricultural products like grains, seeds, and fertilizers. These include drag chain conveyors that handle bulk solids in silos, storage bins, and loading/unloading trucks. They are capable of withstanding rugged environments prevalent in farming and agribusiness, which has led to their continuous deployment in these industries.
-
Mining and Heavy Industries
The mining industry relies heavily on chain conveyors, particularly when transporting ores, coal, and other heavy materials from underground to overland ridges. They have high tensile strength and durability; hence, they are deployable in extreme conditions that require conveying heavy and abrasive materials within the mine's reach. Chain conveyors are also used in cement production and steel manufacturing, handling heavy loads in the most effective way possible.
-
Automated Systems and Robotics
Chain conveyors play an important role in automated systems, especially in synchronizing operations with other machinery. In assembly line robotics, chain conveyors transport products to certain designated points where automated arms or robots perform their task. This is applicable in many case scenarios, such as the electronic and automobile industries, where precise positioning and timing are imperative for the operations.
Factors to Consider When Purchasing Chain Conveyors in India
-
Load-Carrying Capacity
One of the important factors when buying a chain conveyor is its load-carrying capacity. What type of items will it be carrying, and are they heavy or extremely dense? An expensive mistake is getting a conveyor that cannot handle the weight; therefore, ensure the chain conveyor's specifications match the average weights of the heaviest items in the industry.
-
Materials of Construction
The materials of construction for a chain conveyor should be based on the probable working environment and the items being conveyed. If operation involves chemicals, humidity, or temperature extremes, go for one that is made from corrosion-resistant or heat-resistant materials. Additionally, plastic or stainless steel chains can be more efficient in hostile environments, such as food processing and chemical plants.
-
Operational Efficiency and Speed
Operational efficiency and speed, especially regarding the throughput required and how fast the conveyor should ideally operate, are to be considered. More efficient chain conveyors will be energy efficient and help minimize the total operating costs. Ensure that the speed control system can be flexible enough for various applications in the industry, such as loading, unloading, and long-distance conveying.
-
Space and Layout
Assess the operational space available for the chain conveyor and the general layout of the required system. Some chain conveyors can turn and rise to save space, while others may be needed to make long straight runs. Determine how the conveyor will be integrated into the current processes without affecting the flow of work in all senses.
-
Maintenance and Longevity
Maintenance requirements should also be considered since this affects the overall efficiency. Those that are fitted with low maintenance chains such as the modular plastic chains are easy to replace. One should also consider the longevity aspect, especially when a certain product conveyor is exposed to high levels of stress to find out how often it will need to be serviced or changed out.
-
Expansion and Customization Options
Finally, think about the future needs of the business due to expansion or changes in production capacity. When buying chain conveyors, it is ideal to go for the expandable or custom-built type in the event that the throughput needs to change, or a new product line needs to be added. Automated systems and accessories that can be upgraded will support the investments in the conveyor for the future.
Q&A
Q1: What are the prevalent types of chain conveyors in Indian industries?
A1: In Indian industries, chain conveyors with flat top, apron string, drag, sprocket-driven, and modular plastic are the most prevalent types to be found. While flat top chain conveyors are great for moving smooth-surfaced products, apron string and drag chain conveyors are ideal for transferring bulk and heavy materials in manufacturing and warehousing, respectively. Sprocket-driven conveyors offer precise control, while modular plastic chains provide flexibility and easy maintenance.
Q2: Where do chain conveyors in India find widespread application?
A2: Chain conveyors are widely applied in manufacturing, warehousing, food, and beverage industries as well as in agricultural bulk handling and mining in India. They are used to move materials, products with distinct shapes, and packed items throughout various operations, including assembly lines, storage systems, and even loading and unloading trucks.
Q3: Which factors should be prioritized when selecting a chain conveyor for an industry?
A3: Several considerations involve operational load capacity, construction materials, space limitations, and maintenance requirements while purchasing a chain conveyor considering the future expansion of the operation. A proper understanding of these factors helps to make necessary selections that can perform better and avoid breakdowns or bottlenecks due to inefficiency or incompatibility.
Q4: What is the average lifespan of a chain conveyor?
A4: The average lifespan of a chain conveyor depends on the demands of the work environment. Heavy workloads and harsh environments will decrease its life expectancy. Maintenance and care also play a part in its longevity. A well taken care of chain conveyor will reasonably last as long as 10 to 20 years.
Q5: Are chain conveyors suitable for industries with high humidity?
A5: Yes, chain conveyors are particularly resilient to the high-humidity environment when made of stainless steel or plastic chains. They are frequently used in the food and beverage industry, which involves the transportation of liquids and thus requires reliable conveyors.



































































































































 浙公网安备 33010002000092号
浙公网安备 33010002000092号 浙B2-20120091-4
浙B2-20120091-4