Introduction to Material Handling Equipment Manufacturer
In the fast-paced world of logistics and warehouse operations, the role of a material handling equipment manufacturer is pivotal. These manufacturers specialize in producing a variety of tools and systems designed to enhance productivity, safety, and efficiency in the handling of materials across numerous industries. Their products are tailored to meet the diverse requirements of customers, ensuring streamlined processes that can adapt to changing demands.
Types of Material Handling Equipment Offered by Manufacturers
Material handling equipment manufacturers offer an extensive range of products which can be categorized into several primary types:
- Conveyors: Essential for moving goods efficiently within facilities.
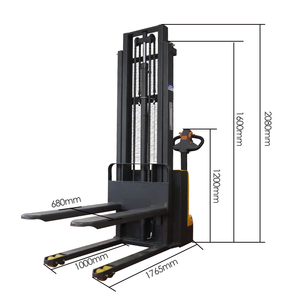
- Forklifts: Versatile vehicles for lifting and transporting heavy loads.
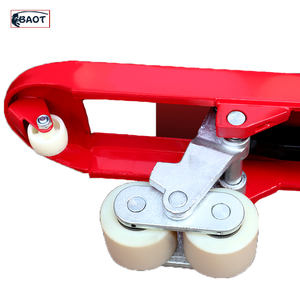
- Pallet Jacks: Useful for manually moving pallets from one location to another.
- Storage Solutions: Innovative shelving and racking systems for optimizing warehouse space.
- Industrial Carts: Transport equipment designed for ease and maneuverability.
Function and Features of Material Handling Equipment
The functionality and features of material handling equipment are designed to cater to the specific needs of various industries. Here are some key attributes:
- Durability: Built to withstand the rigors of daily operation in demanding environments.
- Ergonomics: Designed to minimize user fatigue and improve safety for operators.
- Versatility: Suitable for handling various types of materials, from pallets to bulky goods.
- Automation: Many manufacturers are now integrating advanced technologies to improve efficiency.
- Safety Features: Equipped with systems such as emergency stops, sensors, and alarms to ensure safe operation.
Applications of Material Handling Equipment in Various Scenarios
The versatility of material handling equipment makes it applicable across multiple scenarios, including:
- Warehouse Operations: Efficiently storing, retrieving, and transporting products.
- Manufacturing: Moving raw materials and finished goods through production lines.
- Construction Sites: Transporting heavy materials and tools swiftly and safely.
- Retail: Facilitating the movement of goods from storage to sales floors.
- Logistics and Distribution: Streamlining shipping and receiving processes to enhance overall efficiency.
Advantages of Choosing a Reliable Material Handling Equipment Manufacturer
Selecting a reputable material handling equipment manufacturer provides a plethora of benefits that can significantly impact your operations:
- Expert Consultation: Manufacturers often provide insights and guidance to choose the right equipment for your needs.
- High-Quality Products: Trustworthy manufacturers adhere to industry standards and regulations, ensuring durable and reliable equipment.
- Customization Options: Many manufacturers offer tailored solutions to meet specific operational challenges.
- Technical Support: Manufacturers typically provide ongoing support, maintenance, and troubleshooting assistance.
- Cost-Efficiency: Investing in quality equipment results in lower maintenance and operational costs over time.


























































































































































































































































 浙公网安备 33010002000092号
浙公网安备 33010002000092号 浙B2-20120091-4
浙B2-20120091-4